|
|

|

|
Zahnrad- und Schmierstofftests
Lehrstuhl
für Maschinenelemente, Getriebe und Kraftfahrzeuge |
|
| |
| |
|

|
|
|
|
|
|
Unser Angebot zu Zahnrad- und Schmierstofftests
|
|
- Kontakt: Informationen
zur Durchführung der beschriebenen Zahnradtests erhalten Sie über
das Sekretariat unseres Lehrstuhls unter der Rufnummer 0234/32-24061.
|
|
|
|
|
Prüfstände: Standard-Zahnrad-Verspannungsprüfmaschinen
|
|
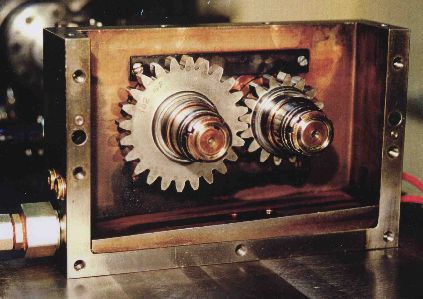
| Der Lehrstuhl verfügt - neben zahlreichen weiteren
Prüfeinrichtungen - über Zahnradprüfstände zur Untersuchung
von Schmierstoffen und Zahnradwerkstoffen. Die Versuche erfolgen auf
Standard-Zahnrad-Verspannungsprüfmaschinen gemäß DIN 51354
Teil 1 (auch als FZG-Prüfstand bezeichnet). Sie erlauben eine exakte Einstellung der Belastung im Zahneingriff
sowie eine exakte Regelung der Schmierstoff-Temperatur. Die Ölversorgung
kann sowohl als Tauchschmierung wie auch als Einspritzschmierung erfolgen.
Der Prüfstand ist eine Prüfmaschine
mit Leistungskreislauf, d.h. die Leistung kreist zwischen dem Prüfgetriebe
und einem Übertragungsgetriebe mit gleicher Übersetzung. Diese
beiden Getriebe sind durch zwei Torsionswellen kraftschlüssig miteinander
verbunden. Das Moment wird durch eine Verspannkupplung auf einer der
Wellen aufgebracht, indem die beiden Kupplungshälften gegeneinander
verdreht werden. Der Antriebsmotor muss bei diesem Konzept nach dem Anfahren
nur die Verluste kompensieren. Eine Drehmomentmesswelle erlaubt die
Überprüfung des aufgebrachten Momentes. Die Temperatur des Schmierstoffs
wird durch ein Thermoelement überwacht und durch geregelte Heizelemente
konstant gehalten. Ein Zähler überwacht die Anzahl der Lastwechsel.
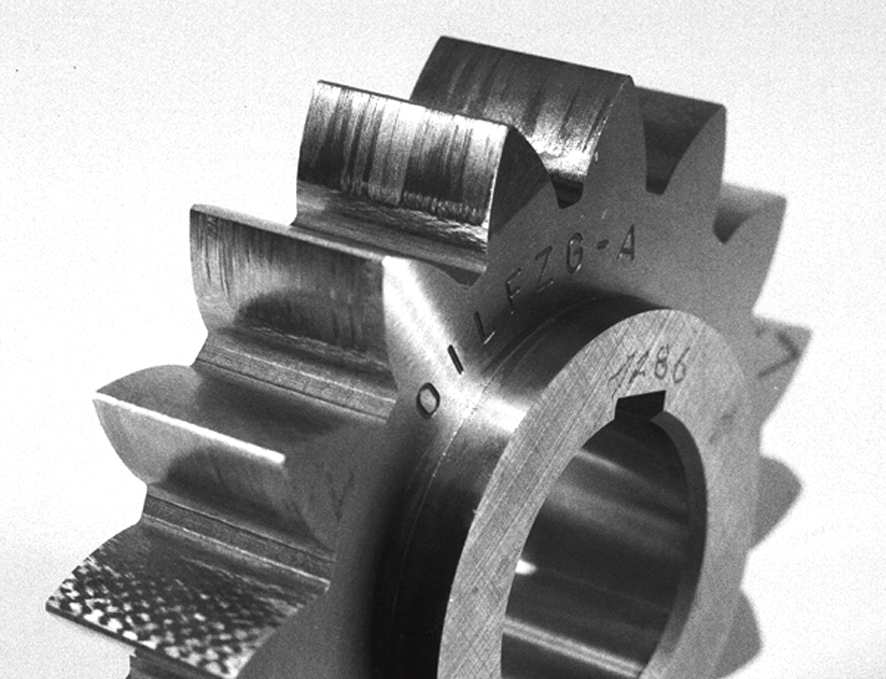
Die Versuchsradsätze werden speziell für
den Test von einem einzelnen Hersteller gefertigt und haben eine Verzahnungsqualität
von 5 sowie eine definierte Rauheit. Sie weisen ein Zähnezahlverhältnis
von 16 zu 24 auf. Der Modul beträgt 4,5 mm, der Achsabstand 91,5
mm, der Eingriffswinkel 20° und der Schrägungswinkel 0°.
Für den Fresstest kommen Räder aus 20MnCr5 mit Profilverschiebungsfaktoren
0,85 und 0,5 sowie einer Zahnbreite von 20 mm zum Einsatz (Standard-A-Verzahnung).
Für den Pitting- und Micropittingtest sind die Räder aus 16MnCr5
gefertigt, die Profilverschiebungsfaktoren betragen 0,18 und 0,17 und
die Zahnbreite 14 mm (Standard-C-Verzahnung).
Ein modernes Klingelnberg-Verzahnungsmesszentrum,
Einrichtungen zur Rauheitsmessung und Präzisionswaagen vervollständigen
die Prüfeinrichtungen des Lehrstuhls.
 Seitenanfang
Seitenanfang
|
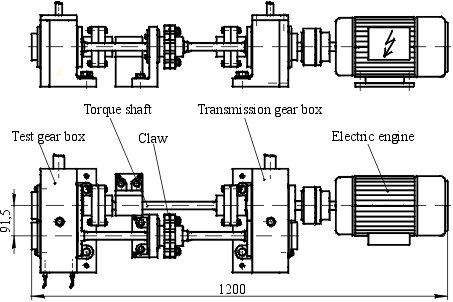
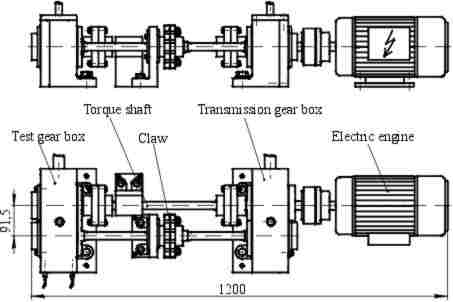 Skizze Standard-Verspannungsprüfstand
>Vergrößern
Skizze Standard-Verspannungsprüfstand
>Vergrößern
|
|
|
|
Pittingtests:
Untersuchung der Grübchentragfähigkeit
|
|
| Der Pittingtest ist ein Verfahren zur Ermittlung der
Grübchentragfähigkeit. Die Versuchsradsätze werden mit
einem konstanten Drehmoment belastet. Die Laufzeit beträgt 40.000.000
Lastwechsel, dies entspricht ca. einer Versuchsdauer von 3 Wochen. Alle
1.800.000 Lastwechsel erfolgt eine Kontrolle der Zahnflanken. Als Ausfallkriterium
gilt eine Grübchenfläche von 4% auf der am meisten geschädigten
Zahnflanke. Zusätzlich wird der Verlauf der Auskolkung durch Graufleckigkeit
überwacht.
Üblicherweise wird der Versuch mit einer
Ritzeldrehzahl von 2250 1/min, einer Hertzschen Pressung im Wälzpunkt
von 1651 N/mm^2 oder 1834 N/mm^2 und Tauchschmierung bei 90°C Öltemperatur
durchgeführt.
Eine Versuchsreihe sollte aus mindestens drei Prüfläufen
bestehen, da die Pittingbildung in einem großen Bereich streuen kann.
Ergebnis einer Versuchsreihe ist eine Grenzlastspielzahl, bis zu der die
aufgebrachte Belastung bei einer Ausfallwahrscheinlichkeit von 50% ertragen
werden kann. Durch Versuche auf unterschiedlichen Lastniveaus kann auch die
Grübchendauerfestigkeit bestimmt werden.
Seitenanfang
|
Zahnflanke mit Grübchen >Vergrößern
|
|
|
|
Micropittingtests:
Untersuchung der Graufleckentragfähigkeit
|
|
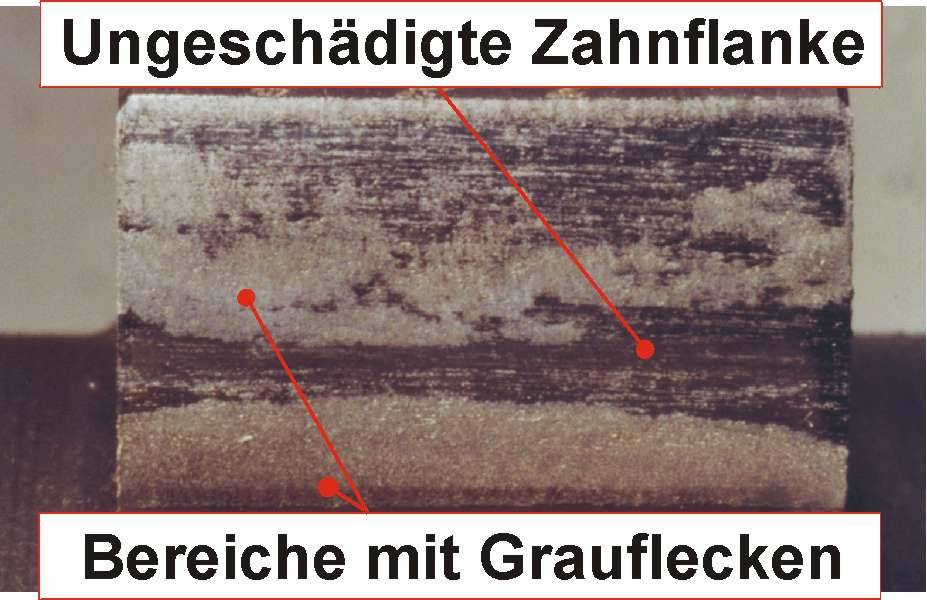
| Micropittings oder Graufleckigkeit sind mikroskopisch
kleine Ausbrüche auf der Zahnflanke, die als mattgraue Bereiche zu
erkennen sind, insbesondere in Bereichen mit hoher negativer Gleitgeschwindigkeit.
Der Micropittingtest ermöglicht die Ermittlung des Einflusses von
Schmierstoffen, Additiven und der Schmierstofftemperatur auf die Bildung
von Micropittings.
Der Graufleckentest besteht aus zwei Stufentests
und einem anschließendem Dauertest. Der Stufentest erstreckt sich
über sechs Laststufen à 16 Stunden mit ansteigenden Momenten,
entsprechend einer Hertzschen Flächenpressung am Wälzpunkt von
795-1547 N/mm^2. Nach dem ersten Stufentest wird die gleiche Prozedur auf
der Rückflanke mit frischem Öl wiederholt, so dass zwei unabhängige
Testläufe vorliegen und eine Überprüfung der Reproduzierbarkeit
möglich ist. Der anschließende Dauertest besteht aus sechs
Testläufen auf hohem Lastniveau über jeweils 80 Stunden. Aufgrund
des Zeitbedarfs erfolgt der Dauertest nur auf einer Seite.
Nach jedem Lauf wird das Ritzel ausgebaut, gewogen
und die Profilform und die Graufleckenfläche vermessen. Die Entwicklung
der Graufleckigkeit und des Verschleißes lässt eine Einordnung
in Schadenskraftstufen und Graufleckentragfähigkeitsklassen zu. Der
Zeitbedarf für einen kompletten Test beträgt ca. zweieinhalb
Monate.
Neben dem oben beschriebenen Standard-Graufleckentest
sind auch individuell angepasste Testabläufe möglich. Für Screening-Tests von Schmierstoffneuentwicklungen ist der DGMK-Kurztest (Deutsche wissenschaftliche Gesellschaft für Erdöl, Erdgas und Kohle e.V.) möglich.
Seitenanfang
|
Zahnflanke mit Graufleckigkeit >Vergrößern
|
|
|
|
Fresstest
(Scuffings): Untersuchung der Fresstragfähigkeit
|
|
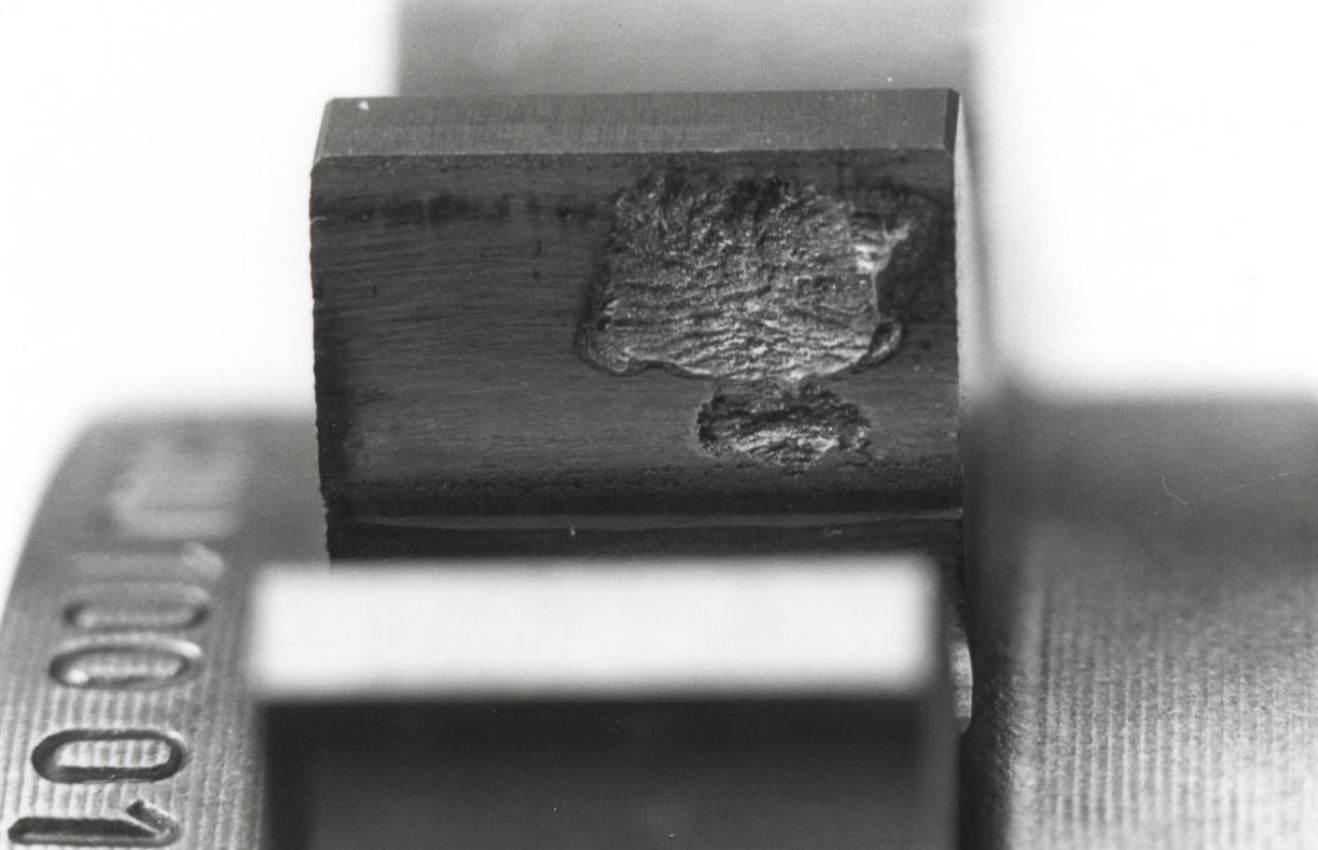
| Der Fresstest dient der Ermittlung der Fresstragfähigkeit
von Schmierölen nach DIN 51354 Teil 2. Die Schmierung erfolgt durch
Tauchschmierung mit fester Anfangs-Öltemperatur (üblicherweise
90°C). Die Belastung der Zahnflanken wird stufenweise gesteigert. Die
Laufzeit pro Kraftstufe beträgt 21700 Lastwechsel am Rad bei einer Umfangsgeschwindigkeit
am Wälzkreis von 8,3 m/s (entspricht einer Motordrehzahl von 1440 1/min).
Dabei wächst die Hertzsche Pressung am Wälzkreis
von 146 N/mm^2 bis 1841 N/mm^2. Nach jeder Laststufe wird die Zahnflanke
inspiziert und, sobald Fressen auftritt, die Breite der Riefen und Fressstiche
ermittelt. Vor Beginn der folgenden Kraftstufe muss die Öltemperatur
wieder auf den Anfangswert abkühlen. Der komplette Test lässt sich
innerhalb eines Tages durchführen.
Die Kraftstufe, in der die Summe der Riefen und
Fressstiche am Ritzel 20 mm überschreitet, wird als Schadenskraftstufe
bezeichnet und charakterisiert die Fresstragfähigkeit eines Öles.
Seitenanfang
|
Zahnflanke mit Fressstichen >Vergrößern
|
|
|
| |
|
|